Platform voor de metaal- & staalverwerkende industrie

De technologie staat niet stil, ook niet als het wervelprocessen betreft. Zo introduceert Paul Horn twee nieuwigheden die nog maar eens revolutionair zijn. Met JET wervelen krijgt de markt voor de eerste keer een wervelgereedschap met interne toevoer van koeling. En met het High-Speed wervelen wordt een ongekende productiviteit gehaald.
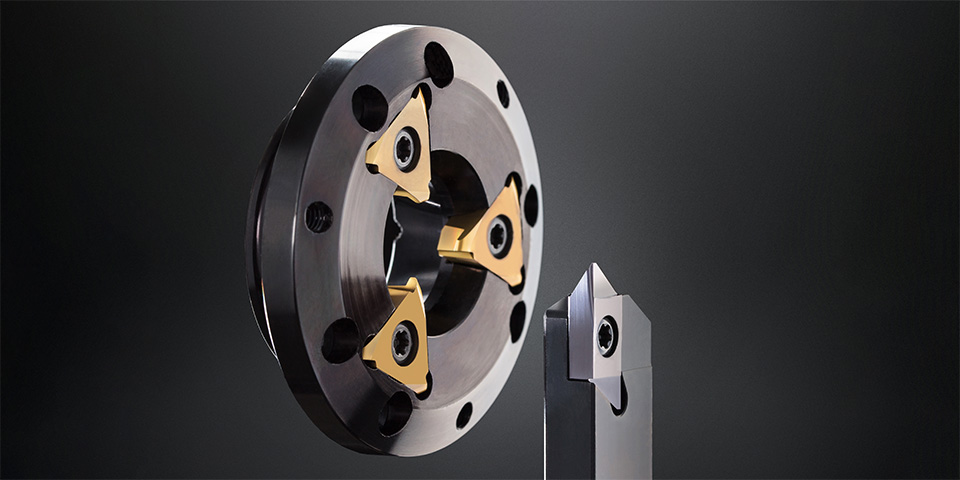
Met het JET wervelen demonstreert Paul Horn opnieuw zijn kennis op het vlak van schroefdraadwervelen. Deze oplossing, die samen met W&F Werkzeugtechnik uit Großbettlingen werd ontwikkeld, geeft tijdens het snijden een optimale koeling aan de snede. Communicatie-manager Claudia Stelzer: “Het resultaat zijn hoge standtijden, en in combinatie met de stabiele wervelgenerator wordt ook een hogere kwaliteit van het werkstukoppervlak verkregen. Door het samenspel van het kegelsysteem en de vlakke ondersteuning bij de gepatenteerde W&F interface bereikt de wervelkop bovendien een hoge wisselnauwkeurigheid. Ten slotte vermindert de interne toevoer van koeling het risico dat spanen tussen de wisselplaten opeenhopen.”
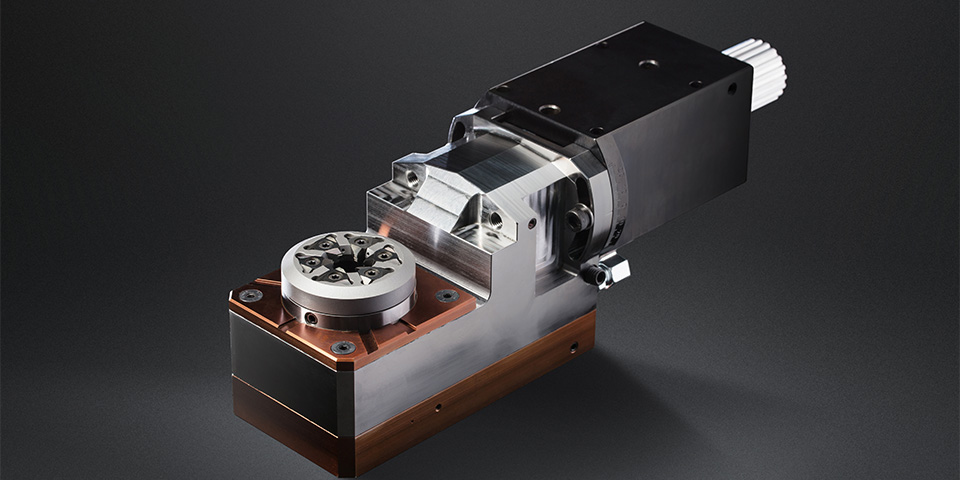
Het High-Speed wervelen maakt een aanzienlijk snellere bewerkingstijd mogelijk.
De wisseltijd van de wervelkop bij de interface van de wervelgenerator bedraagt minder dan een minuut. De interface biedt een omloop en slingering van 0,003 mm. Het maximale toerental is 8.000 t/min. De wervelkoppen zijn beschikbaar met wisselplaten met drie randen type S302 of tweesnedige wisselplaten van het type 271. De snijcirkels zijn beschikbaar met een diameter van 6, 9 en 12 mm. De interface voor de aanpassing van de wervelgenerator is voor alle reguliere langdraaimachines beschikbaar.
Samen met Index-Traub lanceert Paul Horn het High-Speed (HS) wervelen. Dankzij een parallelle draai- en wervelbewerking kan hiermee een hoge productiviteit worden behaald. Stelzer: “Het toerental is dermate hoog dat een draaiproces voor het wervelen kan worden uitgevoerd. Een draaigereedschap dat vóór het wervelgereedschap gepositioneerd is, reduceert het volume van het materiaal, met een aanzienlijke tijdwinst als gevolg. Bovendien wordt een hogere kwaliteit van het oppervlak behaald.” De wervelkoppen lijken op de traditionele uitvoeringen, maar hebben snij-inzetstukken met een andere geometrie. Het fabriceren van één of meerdere schroefdraden is met slechts één snij-inzetstuk mogelijk. Op basis van aangepaste toerentallen van het proces loopt het voordraaien en het schroefdraadwervelen parallel tijdens de productiefase.
Met JET wervelen krijgt u hoge standtijden en voorkomt u het opeenhopen van spanen.
Voor de productie van botschroeven wordt meestal schroefdraadwervelen toegepast. Daarbij draait de wervelkop met een hoog toerental over het langzaam draaiende werkstuk. De wervelkop is in de vereiste hellingshoek ten opzichte van de schroef ingesteld. Door de axiale invoering van het werkstuk freest de wervelkop de schroefdraad. Stelzer: “Om een maximale kwaliteit van de schroeven te halen, is er bij de wervelgereedschappen bijzondere aandacht voor de precisie en kwaliteit van het oppervlak. Bovendien worden bij botschroeven speciale materialen gebruikt, zoals rvs, titaan of kobalt-chroomlegeringen. Deze materialen vallen echter moeilijk te verspanen. Ervaring is nodig om het beoogde resultaat te behalen. Vandaar dat de hardmetalen substraten, coatings en de snijgeometrie op de betreffende toepassing zijn afgestemd.”
Louwers Mediagroep
Kapellestraat 132/1
Gebouw G
8020 Oostkamp, België
 © 1987 - 2025 Louwersmediagroep.
© 1987 - 2025 Louwersmediagroep.